


Chào mừng đến với Công ty cổ phần kỹ thuật Netlab
 hungnetlab@gmail.com
hungnetlab@gmail.com
 0918048038
0918048038
THÉP CACBON DỤNG CỤ
Mác thép và yêu cầu kỹ thuật
Tham khảo theo TCVN 1822-1993
1. Thép cacbon dụng cụ là gì ?
Thép cacbon dụng cụ là loại thép có hàm lượng cacbon cao (0,7 - 1,4%) có hàm lượng tạp chất S và P thấp (< 0,025%). Thép cacbon dụng cụ tuy có độ cứng cao khi nhiệt luyện nhưng chịu nhiệt thấp nên chỉ dùng làm các dụng cụ như: đục, dũa, dụng cụ đo hay các loại khuôn dập.

Hình 1. Thép cacbon dụng cụ dùng làm dũa
Tính chất cơ bản của dụng cụ là tác động lực vào phôi nên thép dụng cụ có yêu cầu cơ bản là có độ cứng cao, tính chống mài mòn cao.
2. Mác thép.
Các mác thép cacbon dụng cụ được quy định trong bảng 1.
Bảng 1.
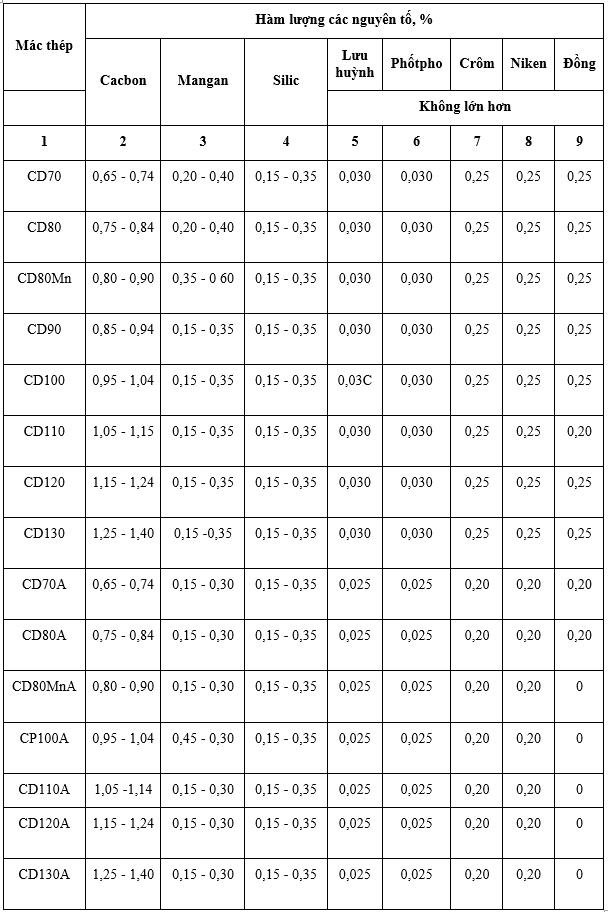
Những mác thép có chữ "A" ký hiệu cho nhóm thép chất lượng cao. Yêu cầu về độ sạch của nhóm này cao hơn hàm lượng các chất kim loại và phi kim loại. Chữ CD chỉ thép cacbon dụng cụ; sau chữ CD là số chỉ hàm trung bình của cacbon tính theo phần vạn.
Chữ Mn ở cuối mác biểu thị thép được nâng cao hàm lượng Mangan.
Theo hình dạng và kích thước mặt cắt ngang, sản phẩm bằng thép cacbon dụng cụ được chia theo các loại như:
- Thép cán nóng và thép rèn;
- Thép kéo nguội;
- Thép thanh và băng.
3. Yêu cầu kỹ thuật.
Thép phải thỏa mãn các chỉ tiêu về thành phần hóa học như trong bảng 1.
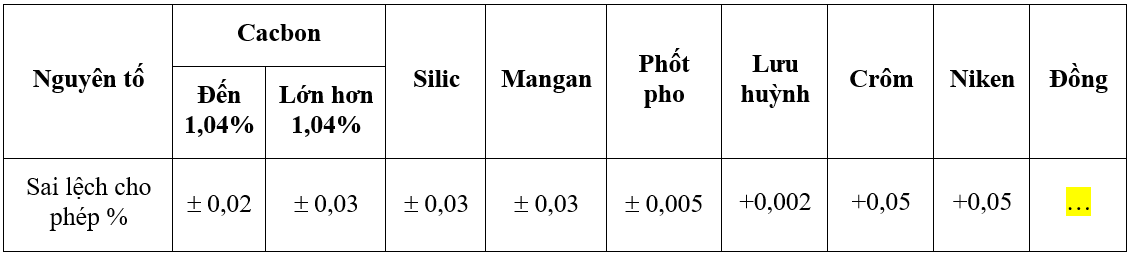
Đối với các sản phẩm bằng thép cacbon dụng cụ sai lệch cho phép khi phân tích thành phần hóa học như nêu ở bảng 2.
Bảng 2
Sai lệch về hình dạng và kích thước đối với sản phẩm bằng thép cacbon dụng cụ được quy định trong các tài liệu pháp quy kỹ thuật hiện hành cho từng loại cụ thể.
Trên bề mặt của thép cán nóng, các thỏi thép rèn dùng để gia công áp lực nóng, cũng như để kéo dây nguội không được phép có các khuyết tật: vết nứt, màng - vết nhăn, gấp, có tạp chất phi kim, bọt và các vết bẩn. Các khuyết tật bề mặt phải được loại bỏ. Tùy theo kích thước thực tế của thanh (đường kính, cạnh hình, chiều dài băng, độ sâu làm sạch của thanh cán nóng không được vượt quá giá trị sau:
- Đối với thanh có đường kính hoặc bề dày dưới 80 mm, độ sâu làm sạch không vượt quá một nửa sai lệch cho phép về kích thước;
- Đối với thanh có đường kính hoặc bề dày trên 80 mm đến 140 mm, độ sâu làm sạch không lớn hơn độ sai lệch cho phép về kích thước;
- Đối với thanh có kích thước lớn hơn 140 mm, độ sâu làm sạch không được lớn hơn 4% kích thước.
Thép cần được cung cấp ở trạng thái ủ. Theo đơn đặt hàng, thép có thể cung cấp ở trạng thái chưa ủ. Những thanh thép ủ với kích thước nhỏ hơn 5 mm, không phải kiểm tra độ cứng. Theo thỏa thuận với khách hàng, có thể kiểm tra độ bền kéo theo các chỉ tiêu thỏa thuận.
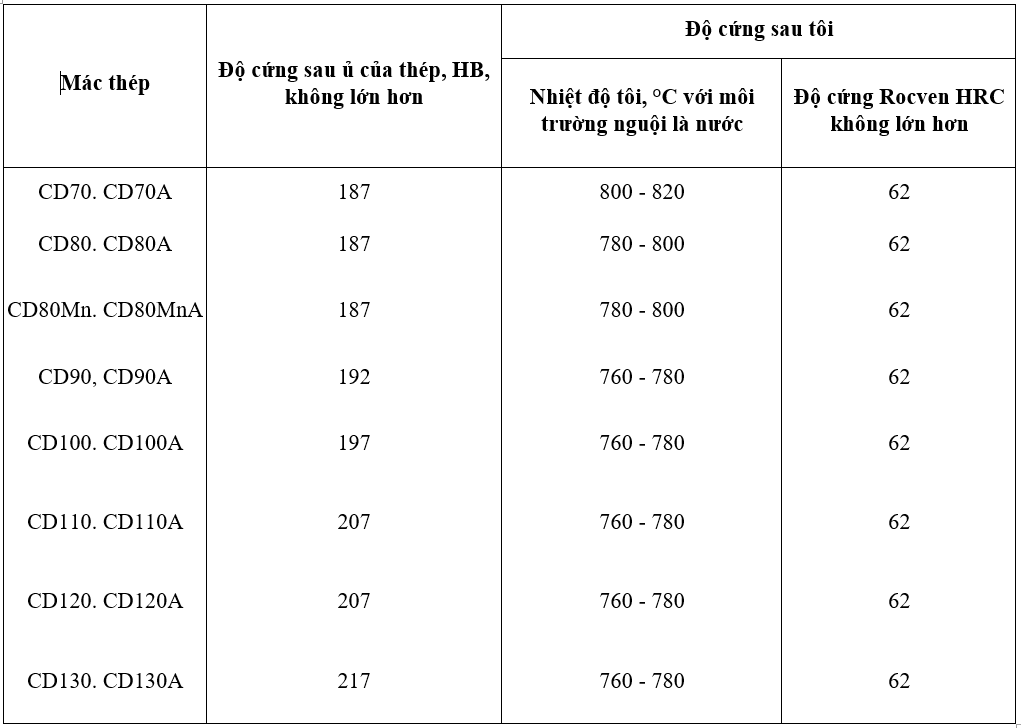
Độ cứng của thép ủ và độ cứng bề mặt mẫu sau khi tôi phải phù hợp với quy định trong bảng 3.
Bảng 3
Trong thép đã ủ có đường kính hoặc độ dầy đến 60 mm, không cho phép có lưới Xêmentit. Phần dư của lưới Xêmentit bị phá vỡ Không lớn hơn cấp 3 của thang số 2 trong phụ lục tiêu chuẩn. Phần dư của lưới Xêmentit bị phá vỡ của các thanh làm lõi phải phù hợp với cấp 1 hoặc 2 của thang số 2 trong phụ lục tiêu chuẩn. Đối với thanh thép có kích thước hoặc bề dầy lớn hơn 60 mm, việc đánh giá cấu trúc tế vi phụ thuộc vào thỏa thuận hai bên.
Cấu trúc tế vi của thép ủ ở trạng thái cung cấp là péctit được quy định ở mẫu chuẩn thang số 1 và bảng 4.
Bảng 4

Độ sâu của lớp thoát cacbon (Ferit + cùng chuyển tiếp) của thanh cán nóng và rèn không vượt quá:
0,30 mm - đối với thép có kích thước từ 6 đến 10 mm;
0,40 mm - đối với thép có kích thước lớn hơn 10 đến 16 mm;
0,50 mm - đối với thép có kích thước lớn hơn 16 đến 25 mm;
0,60 mm - đối với thép có kích thước lớn hơn 25 đến 40 mm;
0,75 mm - đối với thép có kích thước lớn hơn 40 đến 60 mm;
1,5% đường kính hay chiều dày đối với thép có kích thước 60 mm.
Độ sâu lớp thoát cácbon của thép làm calip dùng để gia công các chi tiết đã tôi cao tần, không được vượt quá đường kính thực tế hay chiều dầy. Đối với thép không qua tôi cao tần có chiều dày đến 16 mm, độ sâu lớp thoát cácbon không vượt quá 1,5% chiều dày 1.3% - với chiều dày lớn hơn 16 mm. Độ sâu cho phép của lớp thoát cácbon ở thép làm lõi không được vượt quá 2% đường kính thanh. Không cho phép tồn tại lớp thoát cácbon đối với thép dùng để gia công cơ như: tiện, mài, đánh bóng.
Mặt gẫy của thanh thép cần phải đồng nhất và mịn hạt. Trên mặt gẫy không cho phép có lỗ hổng, phân lốp nút, bọt khí và lẫn xỉ mà có thể nhìn thấy bằng mắt thường.
Tính thẩm tôi của thép phải được cơ sở sản xuất kiểm tra.
Trên đây là bài viết Thép cacbon dụng cụ dựa trên cơ sở của TCVN 1822-1993. Bài viết đưa ra các mác thép và yêu cầu kỹ thuật cho loại thép này. Ngoài ra, các bạn có thể tham khảo thêm các bài viết về các loại thép khác bên dưới :
Thép cacbon kết cấu thông dụng – mác thép và yêu cầu kỹ thuật.
Thép cacbon kết cấu chất lượng tốt – mác thép và yêu cầu kỹ thuật.
Thép thép nồi hơi (Thép K) – mác thép và yêu cầu kỹ thuật.
Thép không gỉ – mác thép và yêu cầu kỹ thuật.
Thép gió – mác thép và yêu cầu kỹ thuật.
Chúng tôi rất vui lòng được hỗ trợ các bạn!
Mọi thắc mắc xin liên hệ với chúng tôi theo thông tin dưới đây.
CÔNG TY CỔ PHẦN KỸ THUẬT NETLAB
PHÒNG THỬ NGHIỆM CƠ ĐIỆN – VILAS 1341
Địa chỉ: 17 đường Liên khu 4-5, Phường Bình Hưng Hòa B, Quận Bình Tân, TP HCM
Email: hungnetlab@gmail.com Hotline: 0918.048.038







