


Chào mừng đến với Công ty cổ phần kỹ thuật Netlab
 hungnetlab@gmail.com
hungnetlab@gmail.com
 0918048038
0918048038
THÉP CACBON KẾT CẤU THÔNG DỤNG
Mác thép và yêu cầu kỹ thuật
Tham khảo theo TCVN 1765-75
1.Thép cacbon kết cấu thông dụng là gì ?
Thép Cacbon nói chung là loại hợp kim có 2 thành phần chính là Sắt (FE) và cabon (C). Ngoài ra trong thành phần thép có chứaa các nguyên tố khác nhưng không đáng kể. Đó là thành phần phụ trợ trong thép bao gồm: Mangan (≈ 1,65%), silic (≈ 0,6%) và đồng (≈ 0,6%). Trong thép cacbon lượng các bon càng thấp thì độ dẻo của thép càng cao. Ngược lại lượng cacbon trong thép cang cao làm tăng thêm độ bền và cường độ chịu lực của thép, tuy nhiên giảm độ dẻo và tính hàn. Lượng cacbon tăng đồng thời cũng giảm nhiệt độ nóng chảy của thép. Nói tóm lại lượng cacbon trong thép tăng tỉ lệ thuận với độ bền và cường độ chịu lực. Nhưng tỉ lệ nghịch với độ dẻo, tính hàn và nhiệt độ nóng chảy.
.jpg)
Hình 1. Thép cacbon thông thường
Thép cacbon kết cấu thông dụng là loại thép có hàm lượng cacbon trung bình, có cơ tính không cao, dùng để chế tạo các chi tiết máy, các kết cấu chịu tải nhỏ. Thường dùng trong ngành xây dựng, xây dựng nhà tiền chế, sử dụng cho các công trình cầu đường như làm cầu, làm khung, làm tháp…
2.Mác thép.
Thép cacbon thông dụng được chia ra làm ba nhóm A, B, C. Nhóm A chỉ đánh giá bằng các chỉ tiêu cơ tính (độ bền, độ dẻo, độ cứng…). Nhóm B đặc trưng bằng thành phần hóa học và nhóm C đặc trưng bằng cả hai chỉ tiêu cơ tính và thành phần hóa học.
Thép được sản xuất theo các mác sau:
Theo TCVN 1765 - 75 quy định ký hiệu thép thông dụng là hai chữ CT, sau chữ CT chỉ giới hạn bền tối thiểu, theo đơn vị N/mm2.
3.Yêu cầu kỹ thuật.
Hình dạng, kích thước, sai lệch cho phép, trạng thái bề mặt và những yêu cầu kỹ thuật khác không quy định trong tiêu chuẩn này cần phải đáp ứng với các tiêu chuẩn tương đương cho từng loại sản phẩm cán.
3.1.Thép nhóm A
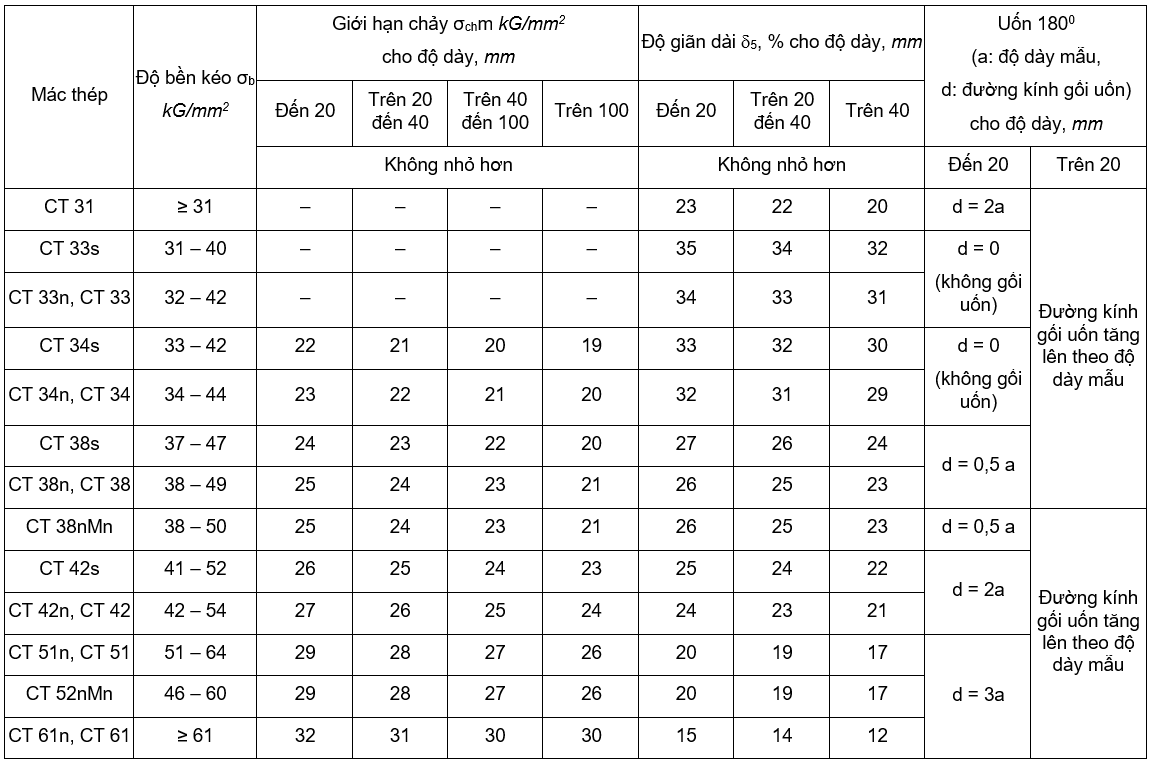
Tính chất cơ học của thép khi thử kéo, cũng như uốn 1800 ở trạng thái nguội cần phải thỏa mãn những quy định ghi trong bảng 1.
Bảng 1. Yêu cầu kỹ thuật của thép nhóm A
Chú thích:
1. Giới hạn trên của độ bền kéo được phép lớn hơn 3 kG/mm2 so với chỉ tiêu đã nêu, nếu các chỉ tiêu khác đáp ứng tiêu chuẩn. Giới hạn trên không bị hạn chế, nếu phù hợp với yêu cầu của bên đặt hàng.
2. Đối với thép tấm và băng rộng có nhiều loại độ dày và thép định hình dày hơn 20 mm, giới hạn chảy được phép nhỏ hơn 1 kG/mm2 so với chỉ dẫn.
3. Được phép giảm 1 % (giá trị tuyệt đối) độ giãn dài của thép tấm nằm trong khoảng độ dày từ 8 đến 4 mm, khi giảm độ dày xuống 1 mm.
4. Đối với thép tấm, băng rộng và định hình các cỡ độ dày, được phép giảm 1 % độ giãn dài (giá trị tuyệt đối).
5. Giới hạn chảy của thép cốt bê tông có đốt mác CCT 51n và CCT 51 với đường kính đến 40 mm không được nhỏ hơn 30 kG/mm2.
3.2.Thép nhóm B
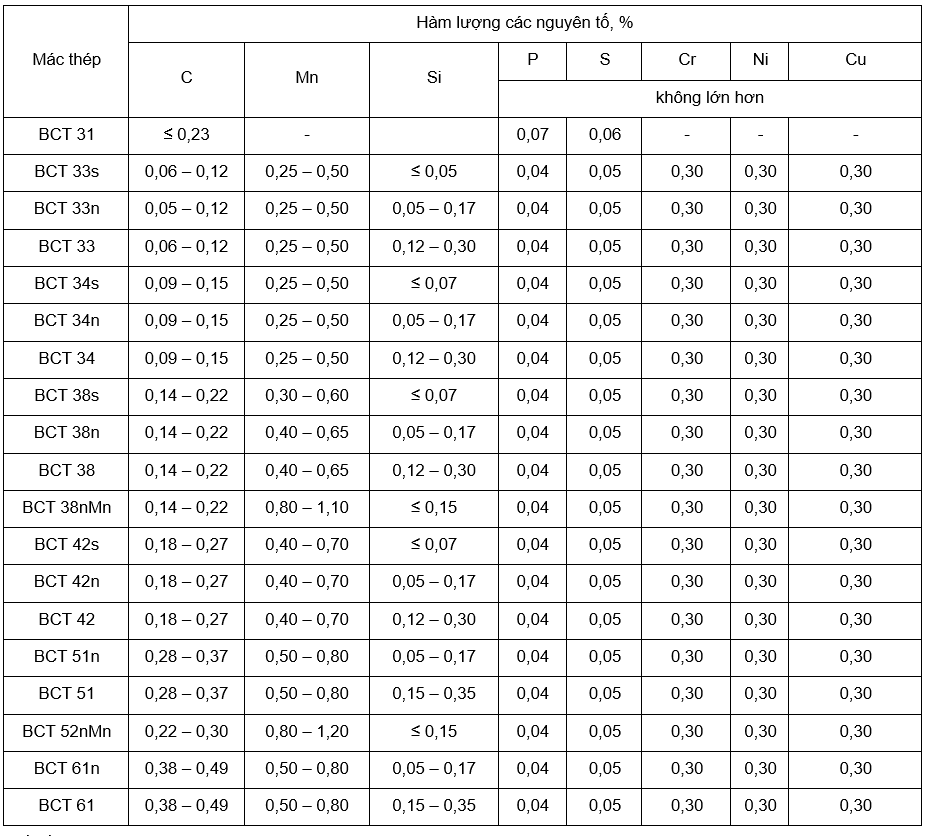
Kết quả phân tích hóa học ở mẫu lấy từ thùng rót phải đáp ứng các chỉ tiêu ghi trong bảng 2.
Bảng 2. Yêu cầu kỹ thuật của thép nhóm B
Chú thích:
1. Trong thép nấu luyện bằng gang có chứa photpho, hàm lượng phốtpho cho phép đến 0,050 %.
2. Hàm lượng silic trong thép nửa lặng khử oxy bằng nhôm, titan hoặc các chất khử khác không chứa silic cũng như một vài chất khử mạnh (như Ferosilic với nhôm, Ferosilic với titan) được phép nhỏ hơn 0,05 %. Khi khử oxy bằng titan, nhôm và các chất khử khác không chứa silic cần ghi rõ trong chứng từ.
3. Đối với sản phẩm thép mác CT38, CT42, CT51 và CT61 (tất cả các mức độ khử oxy) có độ dày nhỏ hơn hay bằng 12 mm, cho phép giảm 0,10% hàm lượng mangan so với chỉ dẫn.
4. Hàm lượng nitơ không được lớn hơn 0,008 % trong thành phẩm cán cũng như trong thép thỏi, phôi vuông, phôi cán thô, phôi tấm từ thép Mactanh và thép lò chuyển dùng để cán tiếp.
Cho phép không phân tích hàm lượng crôm, niken, đồng, nitơ của thép ở cả ba mức độ khử oxy; riêng đối với thép sôi, ngoài các nguyên tố kể trên còn cho phép không phân tích hàm lượng silic nếu nhà máy sản xuất bảo đảm các chỉ tiêu quy định.
Bảng 3. Sai lệch cho phép về thành phần hoá học
|
Nguyên tố |
Sai lệch cho phép đối với thép, % |
|
|
Sôi |
Nửa lặng và lặng |
|
|
Cacbon |
± 0,03 |
+ 0,03 – 0,02 |
|
Mangan |
+ 0,05 – 0,04 |
+ 0,05 – 0,03 |
|
Silic |
– |
+ 0,03 – 0,02 |
|
Photpho |
+ 0,006 |
+ 0,005 |
|
Lưu huỳnh |
+ 0,006 |
+ 0,005 |
3.3.Thép loại C
Tính chất cơ học của thép qua thí nghiệm kéo và uốn 1800 ở trạng thái nguội phải đáp ứng các chỉ tiêu quy định cho thép nhóm A – bảng 1.
Bảng 4. Yêu cầu về độ dai va đập
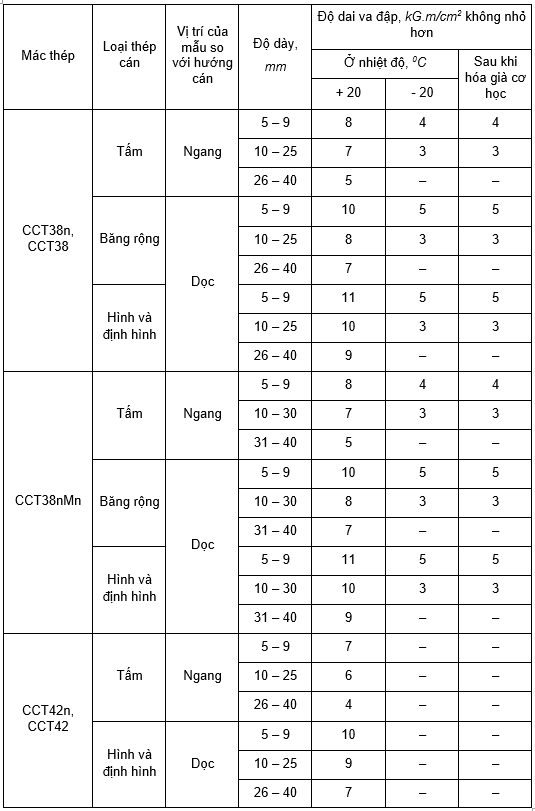
Trong thép mác CCT 38 loại 4, 5 và 6 được khử oxy bằng nhôm, hàm lượng nhôm dư không được nhỏ hơn 0,02 %.Thành phần hóa học của thép nhóm C phải thỏa mãn các chỉ tiêu của bảng 2 cho thép nhóm B, song chỉ lấy giới hạn trên về hàm lượng cacbon. Đối với tất cả các mác thép, trừ mác CCT 38nMn và CCT 52nMn, giới hạn trên của hàm lượng mangan được phép cao hơn 0,2 % so với chỉ tiêu ở bảng 2.
Trong thép loại 4, 5 và 6 không được phép nâng cao hàm lượng photpho đến 0,05 %.
Ở thép mác CCT 51n dùng làm thép cốt bê tông có đốt với đường kính từ 10 đến nhỏ hơn hoặc bằng 28 mm, hàm lượng cacbon phải ở trong khoảng từ 0,30 đến 0,39 %, hàm lượng mangan từ 0,60 đến 0,90 %.
Đối với đường kính lớn hơn 28 mm thì hàm lượng cacbon từ 0,28 đến 0,37 % và mangan từ 0,8 đến 1,1 %.
Sai lệch cho phép về thành phần hóa học trong thành phẩm cán so với quy định nêu ở điều 2.3.4 phải đáp ứng các chỉ tiêu ghi trong bảng 3, loại trừ sai lệch dương của cacbon đối với thép dùng để hàn. Hàm lượng lưu huỳnh và photpho ở thành phẩm cán không được cao hơn 0,055 % và 0,045 %.
Nhà máy sản xuất không phải phân tích thành phần hóa học ở thành phẩm cán khi bên đặt hàng không yêu cầu và nếu nhà máy bảo đảm đúng các chỉ tiêu quy định.
Tính hàn
-Tính hàn chảy cần được bảo đảm ở các mác thép sau:
BCT 34s, BCT 34n, BCT 34
BCT 38s, BCT 38n, BCT 38, BCT 38 nMn
CCT 34, CCT 38, CCT 42, CCT 52, CCT 38 nMn.
-Tính hàn của thép lặng và nửa lặng tốt hơn thép sôi. Tùy theo điều kiện gia công của chi tiết, những thép sau đây cũng có thể hàn được:
CT 34, CT 38, CT 42
BCT 42s, BCT 42n, BCT 42.
-Tính hàn ở thép cacbon thông thường chỉ được bảo đảm khi hàm lượng cacbon nhỏ hơn hoặc bằng 0,22 %. Khi hàm lượng cacbon cao hơn thì phải dùng các biện pháp hàn đặc biệt.
- Tính hàn điện trở ghép mối được dùng với tất cả các mác thép.
- Tính hàn áp lực chỉ được dùng cho các mác thép có hàm lượng cacbon nhỏ hơn hoặc bằng 0,20 %. Nếu hàm lượng silic vượt quá giới hạn quy định sẽ làm giảm tính hàn.
- Phải bảo đảm chất lượng về tính hàn và sai lệch cho phép về thành phần hóa học cho thép nửa lặng giống như thép lặng.
Trên đây là bài viết Thép cacbon kết cấu thông dụng dựa trên cơ sở của TCVN 1765-75. Bài viết đưa ra các mác thép và yêu cầu kỹ thuật cho loại thép này. Ngoài ra, các bạn có thể tham khảo thêm các bài viết về các loại thép khác bên dưới :
Thép cacbon kết cấu – mác thép và yêu cầu kỹ thuật.
Thép dụng cụ – mác thép và yêu cầu kỹ thuật.
Thép thép nồi hơi (Thép K) – mác thép và yêu cầu kỹ thuật.
Thép không gỉ – mác thép và yêu cầu kỹ thuật.
Thép gió– mác thép và yêu cầu kỹ thuật.
Chúng tôi rất vui lòng được hỗ trợ các bạn!
Mọi thắc mắc xin liên hệ với chúng tôi theo thông tin dưới đây.
CÔNG TY CỔ PHẦN KỸ THUẬT NETLAB
PHÒNG THỬ NGHIỆM CƠ ĐIỆN – VILAS 1341
Địa chỉ: 17 đường Liên khu 4-5, Phường Bình Hưng Hòa B, Quận Bình Tân, TP HCM
Email: hungnetlab@gmail.com Hotline: 0918.048.038







